
Китай – лидер по обработке деталей?
2026-01-03
Вопрос, который постоянно всплывает в разговорах с заказчиками из СНГ. Одни сразу кивают: Ну конечно, куда ж без Китая, там всё делают. Другие морщатся: Да, но качество…. Истина, как обычно, где-то посередине, но сильно смещена. Если говорить о массовом, сложном и при этом требующем жёсткого контроля стоимости производстве — то да, Китай сегодня не просто лидер, а часто единственная реалистичная опция. Но слово лидер обманчиво. Оно подразумевает некое единое целое, а там — тысячи разных фабрик, каждая со своим уровнем. Моё мнение сформировано не по статьям, а по бесконечным обсуждениям техпроцессов, пробным партиям и, что уж греха таить, нескольким дорогостоящим ошибкам.
Откуда растут ноги у мифа о дешёвом Китае
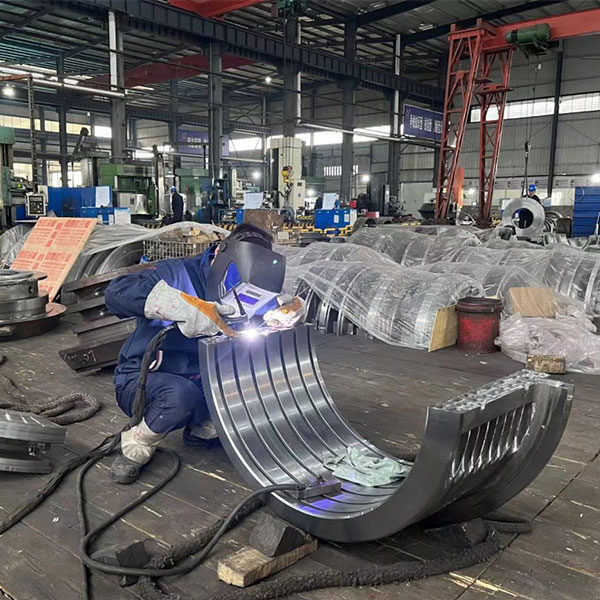
Всё началось, конечно, с простейшего ширпотреба. Но лет 15-20 назад произошёл качественный скачок, который многие пропустили. Ключ не в дешёвых станках, а в полной цепочке. Тебе не нужно метаться между цехом литья, кузницей и фрезеровщиком. Всё в радиусе пары километров. Я помню, как для одного российского завода по производству вентиляционного оборудования искали исполнителя для корпусов редукторов. Чертежи были не ахти, с допусками как получится. Наша роль была именно в том, чтобы перевести эти хотелки в технологичный процесс. Мы тогда работали с несколькими фабриками, включая партнёров вроде ООО Деян Хуацзянь Механическое Оборудование. Их сайт https://www.hjgs.ru — типичный пример: сварка, механообработка, сборка под ключ. Суть не в сайте, а в подходе: они не просто взяли чертёж, а прислали список уточнений по материалам и термообработке, которые наш домашний технолог не предусмотрел.
И вот здесь главный сдвиг. Китай перестал быть просто исполнителем. Он стал со-разработчиком процесса. Конечно, не на уровне высокотехнологичных авиационных компонентов (тут свои игроки), но в области общего машиностроения, электродвигателей, станочных компонентов — да. Ошибка многих — приезжать с готовым, окостеневшим ТЗ и требовать слепого следования. Гораздо эффективнее обозначить функцию детали, условия работы и бюджет. Локальные инженеры часто предлагают альтернативные, более дешёвые в обработке конструкции или материалы, без потери свойств. Это и есть та самая добавленная стоимость, за которой едут.
Провальный случай из практики: как-то заказали партию кронштейнов из нержавейки. Всё просчитали, выбрали фабрику подешевле. Пришла первая партия — вроде бы идеально. А через полгода начались поломки в узле. Оказалось, для экономии они использовали нержавейку сомнительной марки, которая в условиях вибрации дала усталостные трещины. Урок: дешевизна на этапе механической обработки часто компенсируется экономией на материале. Теперь всегда прописываем не только ГОСТ или DIN, но и требуем сертификаты на конкретную плавку от крупных металлургических комбинатов. Без этого — никак.
Где собака зарыта: качество vs. контроль
Говорить китайское качество — всё равно что говорить европейская погода. В Испании солнце, в Норвегии дождь. В Шэньчжэне будут делать сложнейшую прецизионную обработку с ЧПУ для медицинских приборов, а в глубинке — грубые отливки для сельхозтехники. Весь фокус в правильном выборе исполнителя и, что критически важно, в выстраивании системы контроля. Нельзя просто отправить заказ и ждать чуда.
Я всегда настаиваю на трёхэтапном контроле: фотоотчёт по первой детали (first article inspection), выборочный контроль на производстве (лучше силами приглашённого локального инженера) и обязательный входной контроль у себя, перед оплатой. Да, это удорожает процесс на 5-10%, но спасает от катастроф. Многие компании, например, та же ООО Деян Хуацзянь, сами предлагают такие услуги как часть пакета. В их описании — проектирование, производство и продажа — ключевое слово проектирование. Это значит, что они готовы нести ответственность за весь цикл, а не просто крутить железо.
Ещё один нюанс — культура работы с допусками. У нас, в постсоветском пространстве, часто сохраняется наследие запас на расточку. В Китае же, особенно на современных производствах, работают по цифровым моделям и выдерживают то, что написано. Если на чертеже стоит ±0.01 мм, будут биться за эти 0.01. Но если стоит свободно или не указано — сделают как удобно. Поэтому качество чертежей и ТУ — это 70% успеха. Пришли кривые эскизы от руки — получите брак, и винить будет некого.
Стоимость: не только цена станко-часа
Да, обработка деталей в Китае часто дешевле. Но когда считаешь общую стоимость владения, картина меняется. Логистика, таможня, сроки, риски брака — всё это деньги. Выгода становится очевидной при средних и крупных сериях, или при необходимости сложной кооперации. Например, нужно сделать корпус: литьё, механическая обработка, пократка, упаковка. В России это три разных субподрядчика, между которыми ты будешь сам возить заготовки, теряя время и деньги на транспортировке и логистике. В Китае, в рамках одного холдинга или промышленного кластера, деталь проходит весь путь в одном месте. Экономия на транспортных расходах и управленческих издержках колоссальная.
Для мелких партий или прототипов часто выгоднее искать локального исполнителя. Но есть исключение — когда нужен экзотический материал или уникальная технология, которой просто нет рядом. Китайский рынок настолько огромен, что там можно найти специализацию на чём угодно: от обработки инконеля до полировки оптических компонентов. Цена при этом может быть конкурентоспособной именно из-за объема рынка.
Важный момент — оплата. Работа по 100% предоплате с неизвестным цехом — верный путь к потере денег. Стандартная и разумная схема: 30% аванс (на материалы), 70% после отгрузки по фотоотчётам и документам. Проверенные партнёры иногда соглашаются и на более гибкие условия. Это вопрос доверия, которое строится годами.
Нишевые компетенции и скрытые проблемы
Есть области, где Китай вырвался вперёд безоговорочно. Например, обработка цветных металлов, особенно алюминиевых сплавов для светотехники или радиаторов. Скорость, точность и стоимость — несопоставимы. Или производство крепежа и механических частей стандартного и нестандартного типа. Объёмы позволяют содержать парк холодновысадочных автоматов, который окупится только при огромных тиражах.
Но есть и подводные камни. Экология. Всё чаще производства, связанные с гальваникой, окраской, литьём, выносят далеко от крупных городов или закрываются. Нужно быть готовым, что выбранный тобой цех вчера ещё делал покрытие, а сегодня его остановили на проверку. Это срывает сроки. Второе — кадры. Высококвалифицированные наладчики и технологи сейчас на вес золота и кочуют между фабриками, что может влиять на стабильность качества от партии к партии.
И ещё про сделано в Китае. Часто конечная сборка идёт там, а ключевые компоненты — прецизионные подшипники, контроллеры, специальная сталь — могут быть японскими, немецкими, тайваньскими. Это нормальная глобальная практика. Заказчику важно понимать, за что он платит: за локализацию сборки и грубой обработки или за полный цикл с глубокой переработкой. Компании, которые позиционируют себя как полного цикла, как раз стараются закрыть эту цепочку внутри себя.
Так лидер или нет? Вместо заключения
Если мерить объёмами, номенклатурой и способностью закрыть комплексный заказ под ключ — безусловно, лидер. Мировой цех. Но это не абстрактный Китай, а конкретные кластеры, фабрики, инженерные команды. Успех зависит от умения в этом море найти своего партнёра, говорить с ним на одном техническом языке и выстроить прозрачный процесс контроля.
Для многих российских и казахстанских предприятий, особенно после 2014 и 2022 годов, это перестало быть вопросом экономии, а стало вопросом выживания и сохранения конкурентоспособности. Альтернативы часто просто нет. Задача профессионала — не восхищаться или ругать, а грамотно интегрировать эти возможности в свою производственную цепочку, минимизируя риски. Это ежедневная работа: уточнять, проверять, летать на приёмку (когда возможно), строить человеческие отношения. Без этого никакой лидер по обработке тебе не поможет.
Поэтому, возвращаясь к заголовку. Да, лидер. Но лидерство — это не данность, а инструмент. Им ещё нужно научиться пользоваться. Как тот самый станок с ЧПУ: можно делать на нём шедевры, а можно просто испортить дорогую заготовку. Всё зависит от оператора.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
