
Китай: лидер по 100-тонникам?
2026-01-12
Когда слышишь про ?стотонники? в контексте Китая, первое, что приходит в голову — это, конечно, карьерные самосвалы. Белазы, Катерпиллеры… а где же китайцы? Многие до сих пор считают, что Китай если и делает что-то тяжелое, то в основном ?тиражирует? или делает упор на дешевизну, а не на технологии. Это распространенный пробел в восприятии. На деле же, если копнуть в специфику тяжелого машиностроения, особенно в сегменте уникального, несерийного оборудования, картина начинает проясняться. Речь не о тысячах одинаковых машин, а о штучных, сложных проектах — прессы, станки, испытательные стенды, крупногабаритные корпуса реакторов. Вот здесь китайские производители, особенно те, что работают на стыке проектирования и глубокой механической обработки, вышли на такой уровень, что уже не просто конкурируют по цене, а предлагают комплексное решение там, где другие разводят руками из-за сроков или технологических рисков.
От ?железа? к комплексным решениям: смена парадигмы
Раньше китайский поставщик воспринимался как фабрика: тебе дали чертеж — тебе сделали деталь. Сейчас запросы иные. Клиенту, будь то горнодобывающая компания в Сибири или машиностроительный завод в Подмосковье, часто нужен не просто кусок металла, а готовый узел, агрегат или даже инжиниринговое сопровождение. Способность взять на себя ответственность за весь цикл — от проверки чертежей на технологичность (иногда приходится и дорабатывать) до финальной сборки, покраски и отгрузки — это и есть новый уровень.
Возьмем, к примеру, крупногабаритные корпусные детали для прессового оборудования. Проблема часто даже не в самой обработке, а в логистике цельной заготовки и в обеспечении стабильности геометрии после снятия внутренних напряжений. Знаю случай, когда для одного российского завода искали производителя станины весом под 90 тонн. Европейские компании называли сроки от 14 месяцев и цену, от которой становилось не по себе. Китайская же сторона, а именно инжиниринговые компании, подобные ООО Деян Хуацзянь Механическое Оборудование (их сайт, кстати, https://www.hjgs.ru, хорошо показывает именно комплексный подход), предложили не просто изготовить по чертежам, а провести симуляцию литья и термообработки для минимизации деформаций. В итоге сделали за 8 месяцев, и ключевым было именно это инженерное участие на раннем этапе.
Их профиль — ?крупномасштабные электромеханического оборудования производства и обработки, сварки в одном? — это как раз про эту самую комплексность. Когда проектирование, сварка и мехобработка находятся под одним контролем, это снимает массу проблем с согласованием и перекладыванием ответственности.
Полигон для тяжеловесов: где проявляется мастерство
Настоящее испытание для мощностей — это нестандартные проекты энергомашиностроения. Например, роторы или статоры для крупных гидрогенераторов, элементы конструкций для ветряков нового поколения. Здесь требования к точности, балансировке и качеству поверхности запредельные. Китайские цеха, оснащенные портальными фрезерными станками и токарными станками с ЧПУ, способными работать с диаметрами в несколько метров, стали обычным явлением.
Но оснастка — это полдела. Вспоминаю историю с изготовлением крупногабаритного фланца из нержавеющей стали для химической промышленности. Заказчик требовал строгое соблюдение параметров ударной вязкости по всему сечению изделия. Провалились на этапе термообработки у одного из субподрядчиков — получили неоднородную структуру. Пришлось фактически начинать заново, но уже с другим технологом, который настоял на выплавке под конкретный режим охлаждения. Это был дорогой урок, но он показал, что критически важна не просто ?мощность завода?, а наличие в цепочке специалистов, которые понимают металл ?вглубь?, а не только ?в длину и ширину?.
Именно такие компании, как упомянутая Huajian, позиционирующие себя как ?диверсифицированные производственные компании?, часто имеют в своем составе или в тесной связке именно таких технологов-металловедов. Это то, что отличает серьезного игрока от простой механической мастерски, пусть и очень большой.
Цена, сроки и скрытые подводные камни
Да, конкурентная цена — это по-прежнему сильный аргумент. Но ?дешево? в сегменте 100+ тонн не бывает. Речь идет об оптимизации стоимости за счет собственного литейного производства, парка станков и, что важно, менее затратной логистики внутри Китая. Если заготовку можно отлить и обработать в радиусе 200 км, это уже огромная экономия.
Сроки — второй козырь. Способность быстро мобилизовать ресурсы на крупный проект поражает. Но здесь и кроется главная ловушка для заказчика. Ускорение часто достигается за счет параллельных процессов: пока проектируется оснастка для обработки, уже плавится металл. Это требует феноменальной координации и, опять же, единого центра управления. Если координации нет, получится ?быстро, но криво?.
И третий камень — это контроль качества на расстоянии. Лично для меня незаменимым стал этап инспекции прямо в цеху перед финальной антикоррозийной обработкой. Однажды удалось ?поймать? микротрещину в зоне сварного шва, которую не показали даже ультразвуковые отчеты. Это вопрос не доверия, а практики: свои глаза — лучший инструмент. Серьезные поставщики это понимают и организуют приемку без проблем.
Сварка как искусство: где рождается монолит
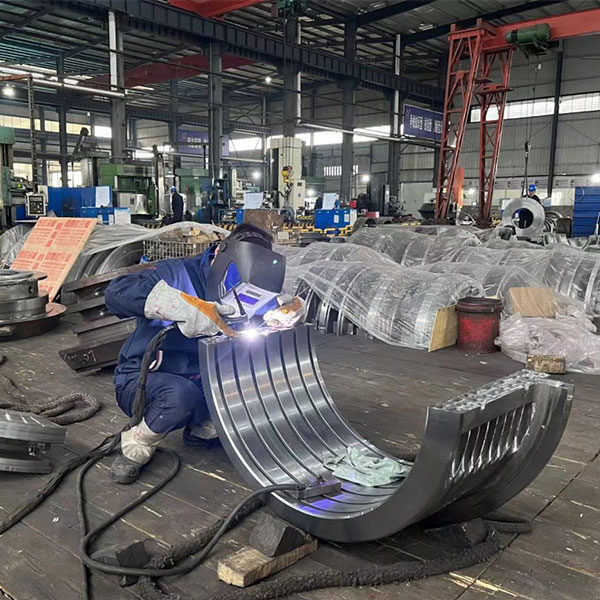
В контексте 100-тонников сварка — это не операция, это стратегическая технология. Речь о сварке толстостенных конструкций, где главный враг — остаточные напряжения, ведущие к деформации при механической обработке или прямо в эксплуатации.
Китайские предприятия давно перешагнули рубеж ручной дуговой сварки для таких задач. Широко применяется автоматическая и роботизированная сварка под флюсом, электрошлаковая сварка. Но что действительно впечатляет, так это подход к подготовке. Видел, как для сварки ответственного корпуса весом около 120 тонн был построен целый температурный каркас — система локального подогрева зон сварки, контролируемая датчиками. Это обеспечивало нужный температурный режим по всему гигантскому объему.
Именно заявка на ?производство и обработку, сварки в одном? позволяет проводить такие операции последовательно и под одним техническим надзором. Потому что сварили — потом сразу, не перемещая изделие, могут начать черновую механическую обработку для снятия поверхностного слоя и проверки швов. Это огромное преимущество.
Будущее тяжелого сегмента: куда дует ветер?
Судя по тенденциям, Китай не остановится на роли ?мировой фабрики по обработке?. Уже сейчас виден явный крен в сторону ?умного? производства. В новых цехах внедряются системы цифрового контроля всего цикла — от момента поступления слитка до финальных замеров. Это не показуха, а реальный инструмент для прогнозирования и предотвращения брака.
Второй тренд — экология и энергоэффективность. Огромные печи для термообработки, плавильные агрегаты — все это теперь объекты пристального внимания с точки зрения снижения энергопотребления. Инвестиции в это огромны, и они прямо влияют на себестоимость в долгосрочной перспективе.
Так что, возвращаясь к заглавному вопросу. Если под ?лидером? понимать того, кто может предложить полный цикл для создания сложного, тяжелого, нестандартного оборудования в сжатые сроки и с конкурентоспособной ценой, то ответ, по моему практическому опыту, скорее да. Но лидерство это зыбкое. Оно держится не на низкой цене труда, а на накопленной инженерной экспертизе, интеграции процессов и готовности браться за задачи, от которых другие отказываются. И в этой нише, как показывает практика взаимодействия с такими игроками, китайские компании чувствуют себя все увереннее. Правда, заказчику все равно надо держать ухо востро: масштаб — это всегда повышенные риски, и доверять можно только тем, кто не скрывает деталей и открыт для совместной работы над проектом.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
