
Китай: лидер в индивидуальной обработке?
2026-01-04
Когда слышишь этот вопрос, первая реакция часто — скепсис. ?Лидер? — громкое слово. Все знают про масштабы, про ?мировую фабрику?, но когда речь заходит о сложном, штучном, по-настоящему индивидуальном заказе, в голове всплывают скорее Германия, Япония, Швейцария. Так было и у меня лет десять назад. Пока не пришлось погрузиться в это с головой, столкнувшись с необходимостью найти подрядчика для партии нестандартных корпусов с допусками под прецизионную сборку. Оказалось, что картина куда сложнее и интереснее.
От стереотипа к специфике
Главное заблуждение — ставить знак равенства между массовым производством и возможностями в кастомизации. Это разные вселенные. Китайская индустрия обработки — это не монолит, а слои. Есть гиганты, заточенные под миллионные тиражи, их гибкость близка к нулю. А есть целый пласт средних и относительно небольших предприятий, которые как раз и выживают за счет умения ?крутить хвосты?. Их не так просто найти, они не всегда блещут английским на сайте, но именно там часто кроется компетенция.
Мой первый опыт был как раз с таким цехом под Шанхаем. Искали через контакты, не через Google. Их сайт, если он был, выглядел так, что желание сотрудничать пропадало. Но при личном визите — лес станков с ЧПУ, половина — не китайского производства, хаос, но рабочий. Инженер, не говорящий ни слова по-английски, пальцем и на калькуляторе объяснил, почему наш первоначальный чертеж приведет к вибрации при обработке. Он был прав. Это был первый звонок: здесь есть не только руки, но и головы, набитые конкретным, прикладным опытом.
Ключевое слово здесь — прагматизм. Нет культа ?сделано так, как нарисовано, даже если это глупо?. Будет диалог, попытка оптимизировать технологию, чтобы сэкономить время и материал. Иногда это раздражает, когда нужна строгая адгезия к спецификации. Но часто — спасает проект, выявляя скрытые проблемы конструкции еще до запуска в металл.
Инструменты и компетенции: что есть на самом деле
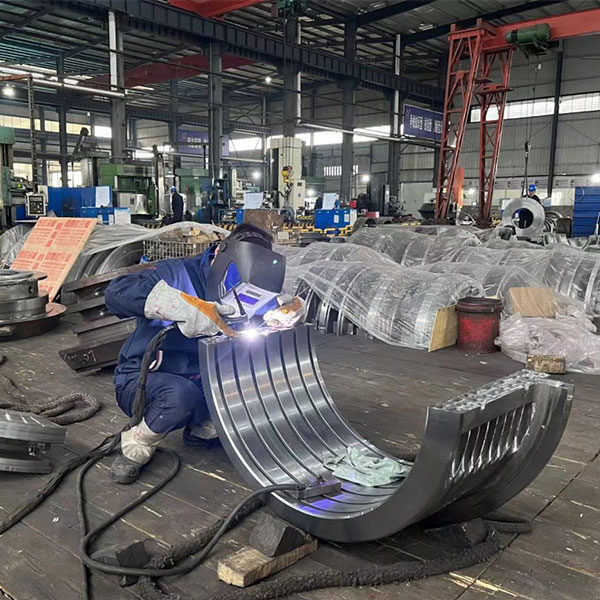
Оборудование. Тут мифы режутся, как нержавейка на хорошем станке. Да, китайские станки (типа Blue Elephant, Weida) заполонили мир. Но на серьезных производствах, берущихся за сложные заказы, парк почти всегда интернациональный: японские Mazak, Mori Seiki, немецкие DMG, швейцарные Bystronic. Это не показуха, а необходимость для соблюдения точности и получения сложных поверхностей. Видел цеха, где старый немецкий фрезерный центр стоит рядом с новым китайским токарным — и каждый для своих задач.
Но станок — это половина дела. Вторая половина — оснастка, режущий инструмент и, главное, CAM-программирование и наладка. Вот где часто лежит главный навык. Умение ?вытянуть? деталь за три переустановки вместо пяти, сгенерировать эффективную траекторию инструмента, подобрать режимы резания для экзотического сплава — этому не учат быстро. Это нарабатывается годами на конкретных деталях. В Китае из-за огромного объема и разнообразия заказов у инженеров и наладчиков этот опыт накапливается с феноменальной скоростью.
Вспоминается проект с титановым компонентом для аэрокосмического тестового стенда. Материал — ад, страшная усадка и наклеп. Российский партнер разводил руками, называл нереальные сроки и цену. Нашли в Сучжоу предприятие, которое специализируется на медицинских имплантах (тоже титан). Они не просто сделали, а прислали отчет по каждой детали с термокомпенсацией в режимах обработки. Их главный технолог полдня объяснял мне по видео-звонку, как они подбирали скорость подачи, чтобы минимизировать зону термического влияния. Это уровень.
Точка входа и коммуникация: где ломаются проекты
Самая большая проблема для иностранца — не качество, а вход в систему и управление процессом. Языковой барьер — это классика. Но даже с переводчиком тонкости технического задания теряются. Опытные игроки это понимают. Вот, к примеру, возьмем компанию ООО Деян Хуацзянь Механическое Оборудование (сайт — hjgs.ru). Их ниша — довольно показательна. Они позиционируют себя как комплексное предприятие, объединяющее производство, обработку и сварку, работающее с электротехникой, общим машиностроением, крепежом. Это не гигант, а именно та самая диверсифицированная производственная компания, о которой я говорил.
Важен их акцент на ?проектирование, производство и продажи?. Это значит, что они теоретически готовы вести проект с нуля, а не просто получить чертеж в работу. Это критически важно для кастомизации. Но! На их сайте видно, что они ориентированы на русскоязычный рынок (домен .ru, контент на русском). Это уже фильтр, отсекающий массу проблем с коммуникацией. Для нашего рынка это огромный плюс. Хотя, опять же, наличие сайта — не гарантия. Все решает личный контакт и пробный заказ.
Провальный кейс у меня был как раз из-за коммуникации. Давали заказ на партию фланцев под высокое давление. Все обсудили, прислали подтверждение. В итоге сделали по устаревшему ГОСТу, а не по оговоренному чертежу. Оказалось, менеджер, знающий английский, уволился, а его преемник не стал вникать, отдал в цех по старой, похожей спецификации. Потеряли месяц. Вывод: необходим единый, закрепленный ответственный инженер или проект-менеджер с техническим бэкграундом, и все ключевые моменты должны фиксироваться не в мессенджерах, а в перевыпусках техзадания с нумерацией ревизий.
Цена vs. Ценность: разбираем экономику
Дешево — это не всегда про Китай сейчас. Дешево — это про простую фрезеровку алюминия на устаревшем оборудовании. Сложная индивидуальная обработка жаропрочных сплавов, композитов, с требованиями по чистоте поверхности Ra 0.4 — это всегда дорого везде. Китайское преимущество здесь часто в общей цепочке создания стоимости. Заготовку (поковку, литье) можно получить рядом, инструмент — тоже, гальванику или термообработку — в соседнем цехе. Это сокращает логистику и накладные.
Гибкость в оплате и объемах. Многие цеха согласятся на мелкую пробную партию (10-50 шт.), чтобы показать себя, тогда как в Европе минимальная экономичная партия часто начинается от сотни. Это позволяет снизить риски. Ценовое предложение обычно приходит быстро, но в него нужно вчитываться. Часто низкая цена — это ?базовая обработка, упаковка в картон, EXW-завод?. А доставка, страхование, таможенное оформление, сертификация (например, сертификат материала 3.1) — это отдельные и немалые строки расходов, которые надо просчитывать сразу.
Есть и скрытая ценность. Например, скорость итераций. Привезли прототип, обнаружили косяк, внесли изменения. В Китае, при налаженной коммуникации, новая итерация часто делается за считанные дни, потому что производственная линия гибкая и не загружена на год вперед. В Германии на это же уйдут недели просто на планирование в производственный календарь. Для R&D и стартапов это иногда важнее абсолютной цены за штуку.
Так лидер или нет? Взгляд из цеха
Однозначного ответа нет. Если говорить о высшем пилотаже — уникальные станки на заказ, обработка монокристаллов для турбин — здесь пока лидируют другие. Но если говорить о широком сегменте индивидуальной обработки деталей и узлов средней и высокой сложности из большинства известных материалов, с требованием оптимального соотношения ?цена-качество-срок? — то Китай не просто игрок, а один из сильнейших, если не сильнейший, в глобальном масштабе.
Его сила — не в одном супер-заводе, а в экосистеме. В плотной сети взаимосвязанных производителей, субподрядчиков, поставщиков. В огромной базе инженерных кадров, которые ежедневно сталкиваются с тысячами разных задач. Это как огромный полигон для отработки технологий. И компании вроде упомянутой ООО Деян Хуацзянь, которые фокусируются на комплексных решениях (от проектирования до готовой детали) и работе с конкретными рынками (в их случае — русскоязычным), являются типичными представителями этой новой волны — не анонимных фабрик, а технологических партнеров.
Итог мой, как человека, который через это прошел: не стоит ни бояться, ни идеализировать. Нужно четко формулировать задачу, быть готовым к активному диалогу (а не просто кидать чертеж), обязательно делать пробный заказ и лично посещать производство, если объемы значительные. Тогда шанс получить не просто ?сделанное в Китае?, а качественное, конкурентоспособное изделие, рожденное в этой уникальной, хаотичной и невероятно эффективной производственной среде, становится очень высоким. Лидерство — это не титул, а результат конкретного проекта. И здесь китайские подрядчики все чаще оказываются на пьедестале.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
